冷却液供应对于成功的钻削性能而言非常重要。冷却液供应会影响:
冷却液箱的容积应比泵每分钟供给的冷却液容量大5-10倍。重要的是要有足够的冷却液流量。
可使用秒表和一个大小合适的桶来检查冷却液容量
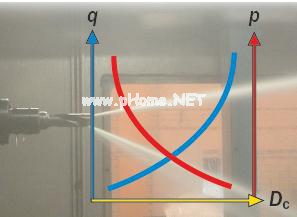 | | 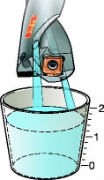 |
| 切削液供应中的压力-直径关系 (压力为红色,直径为黄色,容量为蓝色) | | 检查从钻头中流出的容量。 |
- 请务必使用含有EP (极压) 添加剂的可溶性切削油 (乳化液)。为了确保最佳刀具寿命,油水混合物中的含油量应介于5-12%之间 (加工不锈钢和高温合金材料时应介于10-15%之间)。当提高切削液中的含油量时,请务必用分油器进行检查,以确保不会超过推荐的含油量。
- 如果冷却液压力 ≥ 10 bar (145磅/平方英寸),则推荐使用内冷
- 净油能够改善润滑效果,在钻削不锈钢时可带来益处。请务必与EP添加剂一起使用。整体硬质合金钻头和可转位刀片钻头都能使用净油良好工作
- 压缩空气、雾状切削液或MQL (微量润滑) 在有利工况下可能成为成功之选,特别是在加工铝合金时。建议降低切削速度
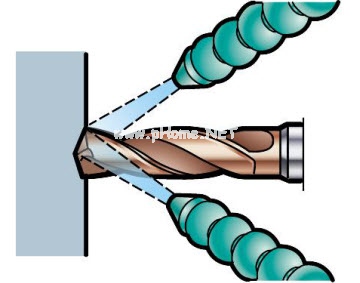
内冷
为了避免切屑堵塞,应始终优先采用内冷,特别是在加工长切屑材料以及钻削较深的孔 (4-5 x DC) 时。对于孔深大于3 x DC的情况,请务必使用内冷。
对于水平钻头,当冷却液从钻头中流出时,在至少30 cm (11.81英寸) 的长度上都不应有任何切削液滴下。

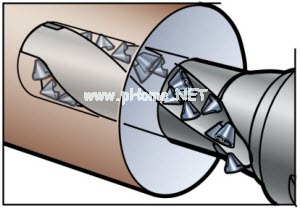
外冷
外冷可在切屑形成良好以及孔深较浅时使用。
为了改善排屑,至少应有一个冷却液喷嘴(如果是固定钻头,则为两个喷嘴)靠近刀具轴线。
由于切削刃温度较高,外冷却液的使用可帮助防止积屑瘤的形成。
干式钻削,不使用冷却液
通常不建议进行干式钻削
- 可用于短切屑材料且孔深可达直径3倍的应用场合
- 适合于卧式机床
- 建议降低切削速度
- 刀具寿命会降低
建议切勿将干钻用于:
- 不锈钢材料 (ISO M和S)
- 焊接硬质合金钻头
- 可换头钻头
高压冷却(HPC) (~70 bar)
使用高压冷却(HPC)的优势是:
- 由于冷却效果增强,刀具寿命较长
- 在不锈钢等长切屑材料加工中改善排屑,并可延长刀具寿命
- 排屑更好,因此安全性更高
- 对于给定的压力和孔尺寸,重要的是要有足够的流量持续不断的供应
用于CoroDrill 862的冷却液
正确的冷却液过滤系统和压力是使用CoroDrill 862成功钻削的关键因素。冷却液压力和容量不足可能产生高温切削区,从而导致更快的磨损速度,同时可能出现排屑问题,进而导致刀具过早发生故障