方肩铣同时产生两个面,这要求将周边铣与面铣结合在一起。
获得真正的90度台肩是最重要的要求之一。
方肩铣可以使用传统方肩铣刀,也可以使用立铣刀、长刃铣削刀具和三面刃铣刀进行。由于存在多种选择,因此有必要仔细考虑加工要求,以作出最佳选择。
刀具选择
方肩铣刀
采用传统设计的方肩面铣刀通常能够铣削“真正的”90度浅台肩。
- 首选刀具为精确的轻快切削刀具CoroMill 490。该刀具通过尖点极有限的重复走刀保证铣削较深台肩的精度。
- CoroMill 390刀具产品系列提供范围宽广的刀片,特别是全系列的圆角半径刀片,这使它成功地成为通用刀具。它也是浅的重载方肩铣的首选刀具
- CoroMill Century是铝合金高速精加工的首选刀具,但也适用于其它材料的铣削。
- 许多方肩面铣刀是通用刀具,并且用它加工孔很方便。当铣削轴向偏斜表面或靠近垂直面铣削时,它们可以作为面铣刀良好的替代方案。
- 三面刃铣刀CoroMill 331为槽铣刀具,用它铣削宽的浅台肩也很方便。它也可用于某些专用铣削工序,例如背面铣削
方肩铣 – 立铣刀
立铣刀
可转位刀片和整体式硬质合金立铣刀为要求可达性的台肩提供良好的解决方案。
- 通用铣削的首选是CoroMill 390。其减振版能够高效地加工深度可达表面。
- CoroMill 790是有色金属材料铣削的首选刀具。
- CoroMill Plura整体式硬质合金立铣刀具有大量系列,适合于大多数铣削工况。
方肩铣 – 长刃铣削刀具
长刃铣刀
长刃铣削刀具通常用于铣削较深的台肩。
- 一般粗加工的首选是CoroMill 390;在稳定工况下,它能够进行重载金属去除。
- CoroMill 690是钛合金铣削的首选刀具。
- 在这种类型的刀具中,轻快切削山特维克可乐满精加工长刃铣削刀具能够加工出色的表面质量。
注意: 所有上述刀具都能执行边缘铣削工序和铣削凸缘台肩。
应用列表和提示
- 总是将顺铣作为首选,这对于90°主偏角的方肩铣尤为重要。
- 加工时,应尽量将切削力引向夹具支撑点。因此,在某些情况下使用逆铣可能比较有利。
- 刀具齿距的选择取决于整个系统的稳定性,包括:机床、工件及其夹紧,以及工件材料。
- 在ISO 40机床和更小的机床中,由于稳定性有限,推荐使用疏齿刀具。
- 加工安装在立方体夹具上方较高处的零件,也推荐使用疏齿刀具。
- 刀具在工件上的位置极其重要,应该额外当心。
- 当Dc/ae >10时,进给fz应该按照hex 值调整,以获得好的结果和避免切削刃断裂。
- 如果台肩深度小于75%的切削刃长度,垂直表面的质量通常无需额外精加工。
- 选择比面铣韧性高的硬质合金刀片牌号。
- 如果使用CoroMill长刃铣削刀具,由于工况苛刻,需要选择韧性更高的牌号。
- 切削越深,选择较低的切削速度以避免振动就越重要。
- 当出现振动时,减小vc 并增加fz,相对推荐的hex 值进行检查!
- 确保有充足的机床功率用于所选切削参数。
刀柄
- 当进行大切削,特别是使用长刃铣削刀具时,要特别注意功率要求。
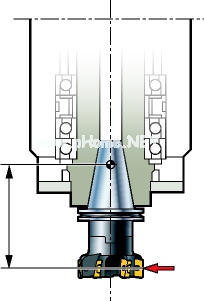
- 刀具的安装对于小于50 mm的刀具的铣削效果具有极大影响。
- 切削深度越大,接口的尺寸和稳定性就越重要:因为在使用方肩面铣刀,特别是长切削刃铣刀时,径向力非常大。
- 可乐满Capto接口为所有类型刀具提供最佳的稳定性和最小的跳动 – 这对于长或加长刀具特别重要。
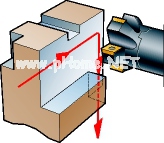
弧切入
- 平缓切入对于避免振动和延长刀具寿命非常必要,特别是铣削台肩时。
- 将刀具编程为弧切入;总是使出口处产生的切屑厚度为零:这样将确保既有较高的进给又有较长的刀具寿命。
- 这种方法最适合绕外部圆角铣削,因为它可以避免切削中的急剧变化。
- 保持刀具连续走刀。
如何应用
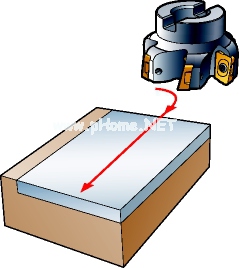
这种常用工序通常通过方肩面铣刀和立铣刀来执行。浅切口允许较大的径向切削。
这些刀具通常可以代替面铣刀,特别是当零件上的轴向压力承受有限制以及对接近垂直面或固定部分的可达性有要求时。
- 当铣削深处的浅台肩时,过尺寸台肩刀具选项可提供最佳可达性。
- 在稳定工况下,CoroMill 390台肩刀具的超强版本能够有非常大的金属去除率。它还能在苛刻工况下可靠工作,例如进行间断铣削。
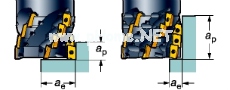
铣削深台肩
使用方肩面铣刀和立铣刀重复走刀。
为使表面缺陷 (例如凹坑和各次走刀之间的接刀痕) 减至最小,绝对需要能够加工出
真正90º台肩的高精度刀具。
如果台肩深度小于75%的切削刃长度,垂直表面的质量通常无需额外精加工。
使用长切削刃铣刀进行单次走刀
长刃铣削刀具是较深、较大和通常较重型方肩铣应用的良好解
决方案:
- 高金属去除能力。
- 通常用于粗铣,因为最后的表面纹理取决于高进给率侧铣。
这些刀具在以下方面有要求:
非常大的径向力使其成为典型的侧铣应用难点。
较短的长刃铣削刀具适用于:
- 径向大但浅的台肩。
- 深度等于直径的全槽铣,这可以补偿机床限制。
较长的版本用于:
- 中等径向深度台肩的铣削。
- 在稳定的大功率机床上的边缘铣。
铣削深台肩
- 当铣削深处的浅台肩时,过尺寸台肩刀具选项可提供最佳可达性。对于那些较深位置的台肩,可使用带可乐满Capto接口的加长杆。
- 在长刃铣削刀具中,也提供在较深台肩中使用的过尺寸系列。然而,径向切深受到更多限制。
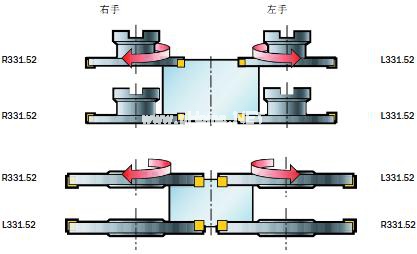
使用三面刃铣刀铣削台肩
三面刃铣刀也用于铣削台肩,特别是在浅而径向宽的配置中。
对于隐藏式台肩和端面的背铣加工,这些刀具通常是唯一可能的解决方案。
正确选择CoroMill 331刀具,在右手和左手主轴上进行端面和背铣加工。